


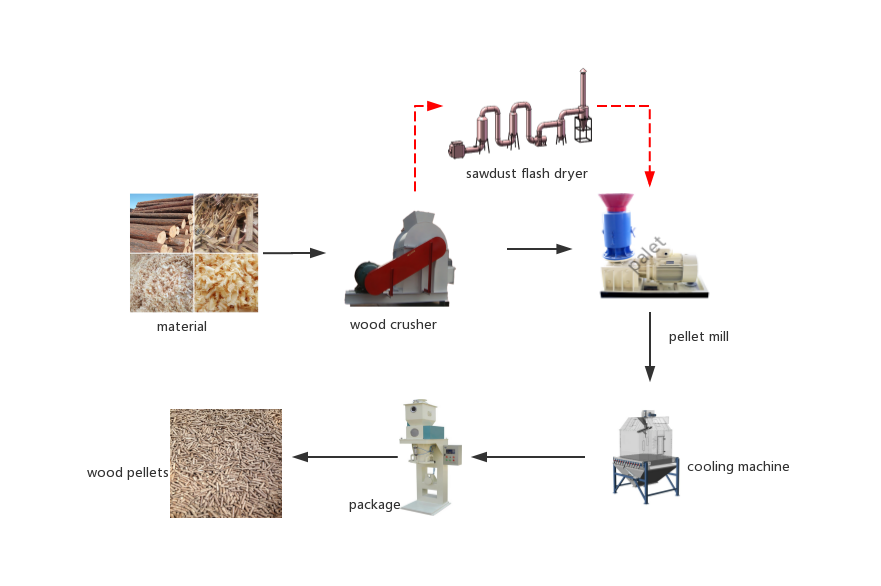
制作木屑是容易还是难?很多人在中国购买木屑颗粒机或者使用自己的木屑颗粒机来制作颗粒,但是很多木屑颗粒机的质量在大多数情况下都不是很好。而木屑颗粒质量不好,如不能成型、太结实、松散开裂、粉多、产量低等。
那么关键是什么呢?如何制作木屑颗粒?当你在制作木屑颗粒时,有几个因素你需要知道。
1.最重要的是材料的类型和数量。
- 如果材料尺寸低于5毫米,水分约为16%,则可用于制造颗粒。该材料是锯末和木粉等。
- 如果材料尺寸大于5mm,则需要被压碎。该材料是日志,分支,木块等。
- 如果水分高于16%,则需要进行干燥。
- 如果原料是农作物秸秆、紫花苜蓿、稻壳、花生壳、草,这些原料都可以用来制作颗粒,但它被称为秸秆颗粒,而不是木屑颗粒。
- 如果原料发霉变黑,木屑中的纤维素就会被微生物分解,无法将原料压成合格的木质颗粒。如果要使用,建议加入50%以上的新鲜木屑混合,否则无法压成合格的颗粒。
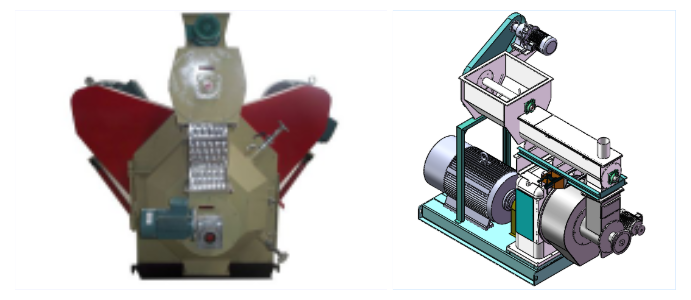
2.选择木质颗粒磨机
根据原料的类型和数量,您可以决定使用哪种类型的颗粒磨。
平模颗粒磨在家里使用,木屑颗粒可以作为家庭取暖燃料。平模颗粒机有电动平模颗粒机和柴油机平模颗粒机两种。

环模颗粒磨机用于工厂。有两种类型的环模芯片磨机,齿轮箱传动颗粒磨机和带传动颗粒磨机。平模颗粒轧机的输出能力最多约为100至700千克/小时。虽然环模颗粒磨机可以产生约600-2000kg / h。
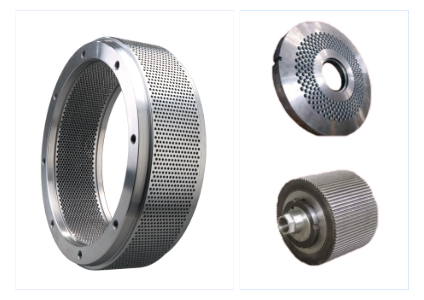
3.颗粒机模具材料
最重要的是颗粒磨模具的选择和维护。模具是木屑生产过程中最重要的部分,它决定着木屑生产质量的好坏。
颗粒机模具材质应采用合金结构钢或不锈钢环模。用户可根据原料颗粒材料的腐蚀情况选择模具。
渗碳和淬火处理后,硬度为55-60Hrc,平模的工作寿命为300-500小时。当一侧磨损时,模具可以与另一侧一起使用。环模的输出为5000-8000吨,应在工厂中的模具维修机器修理。
4.颗粒磨削的压缩比
我= d / l
t = l + m
m是减少孔的深度
压缩比(i)是模具直径(d)和模具的有效长度(L)的比率。
根据不同的原料,用户可以选择模具的压缩比并调节特定的压缩比,并且该比率为8-15。
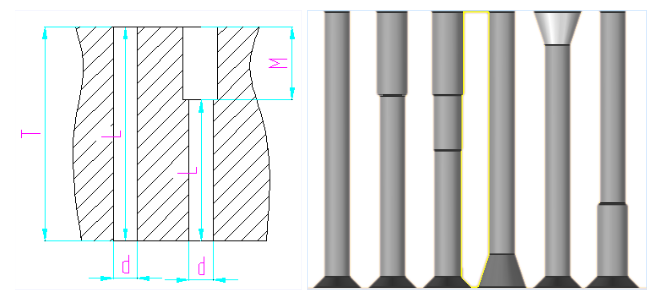
5.模孔的形状
有六种形状的管孔,你需要根据材料的性质选择右侧和高效的形状。
6.开模率
颗粒磨削模具的开口速率是模孔的总面积与模具的有效总面积的比率。通常,模具的开度率越高,颗粒产率越高。如果管芯具有足够的强度,则可以尽可能地提高戒指模具的开口速率。
7.颗粒磨机和滚筒之间的匹配
提高造粒效率并延长模具寿命是最重要的技术。新型戒指模具应采用新型压力辊,避免过度使用压力辊。
根据材料和颗粒磨机的特点,我们选择不同形式的压力辊,以便在模具和辊之间实现最佳的挤出效率。
8.颗粒机模具与辊筒间隙调整
GAP适合的关键是稳定性。模具和滚筒之间的工作差距是合理的,它对正确使用模具具有重要影响。一般而言,模具和压力辊之间的间隙为0.1-0.3mm。
从实际经验中,最好按下滚轮以达到“像转动不旋转”的状态,同时通过手旋转戒指。如果间隙不稳定,则必须调整它。
如果环模与托辊间隙过大,物料会在托辊与托辊之间打滑。如果模具与托辊间隙过小,则托辊过小,会导致环模与托辊磨损增加。
在开始时,对模辊之间的间隙进行微调,当造粒刚刚完成时,在标准造粒过程中尽量调整间隙,有利于提高木屑颗粒质量。
此外,在调节模具和滚筒之间的间隙时,应该注意辊的方向,压力辊的调节方向应与模具的转向相反。
9。控制进给速度,控制进给位置,控制材料层分布。
10.防止金属或异质硬材料进入木颗粒机模具和轧辊之间
当金属或其他硬物在管芯和加压辊之间进入时,环模和加压辊容易损坏,因此在制造木质颗粒之前应该清理材料。
有必要清理避免用大块沙子,砂,铁,螺栓和铁芯片和其他硬颗粒混合的材料。如果没有清洁,包含不同的硬质材料加速了模具的磨损,导致模具多力。当力超过模具的强度极限时,模具会出现过多,破裂现象。